More About Compression |
Boxcomp Help Index Main Index |
Static and Dynamic Compression
Most products are stacked during warehousing and shipping. It is important for a container to be able to beat static compression loads safely without damage to product or container. Static compression is determined by mechanically applying a load at a slow rate or by conducting dead-load stacking tests.
Dynamic compression describes a condition where the compression load is applied at a rapid rate. Dynamic compression is experienced during clamp truck operation, rail shunting, and stack resonance as well as during normal transit conditions.
Most standard laboratory compression tests are relatively dynamic in nature. Fibreboard containers are able to beat dynamic loads almost as high as the determined compression strength, but only for a very shots duration.
Apparent compression strength is affected by the load application rate.
Rapidly loading a viscoelastic material will give a higher apparent strength than when the material is loaded slowly. To ensure that data is comparable among laboratories, load rates have been standardized to 10 +/- 3 millimeters per minute. (refer to BS EN 22872)
Compression Strength and Warehouse Stack Duration
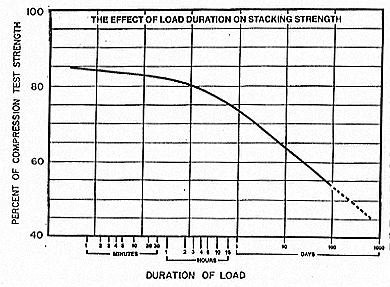
The warehouse condition is one of static loading over time. However, quick answers are usually needed for predicting safe warehouse stack duration or for evaluating new container designs. The laboratory compression test is completed within minutes; it is a dynamic test. What is needed is correlation that will indicate probable long-term warehouse stacking performance based on a short-duration test. This correlation for corrugated board is given in the illustration below.
Compression strength (a dynamic value) is not the load that can safely be applied in the warehouse. Stacking strength (a static value) for a given situation can be estimated from the graph below, which relates dynamic and static loading conditions. The initial part of the curve in the graph shows what the container will bear under dynamic or short-term load application. A container with a compression strength of 100 kilograms load clamped at an 85 kilogram load would be in danger of failing after 10 minutes. The same container would fail in about 10 days if loaded to 60 kilograms. To last 100 days, the stack load should not exceed 55% of the dynamic compression value.
Compression Strength and Humidity
Paper is a hygroscopic material, and the moisture content of paper can range from about 3% to over 20%, depending on the humidity of the surrounding atmosphere. A change in relative humidity from 40% to 90% can result in a loss of about 50% of a corrugated container's stacking strength. Corrugated containers destined for very humid conditions need excess stacking strength to allow for this loss.
The compression strength of corrugated board falls of with time. This
graph relates dynamic compression (laboratory) to static compression
(warehouse) (Source: Kellicutt and Landt, Basic Design Data for the use
of Fibreboard Shipping Containers, Forest Products Laboratory, Madison,
WI, 1951, FPL D 1911.)
Since the physical properties of paper change dramatically with moisture
content, all paper tests are conducted at standard temperature and
humidity conditions. Container compression strength is normally given as
load to failure at 50% R.H. and 23% C.
Chart for estimating compression strengths at different board moisture
contents. (Source: Forest Products Laboratory)
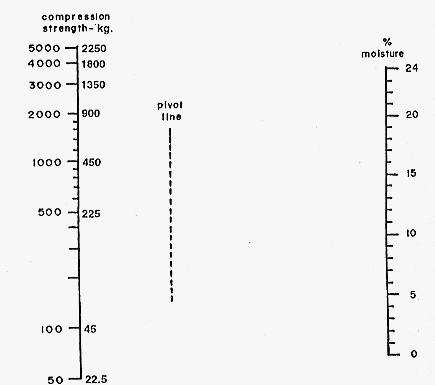
The chart above, for estimating the compression strength of corrugated
board at different moisture levels. To use the chart, draw a line from
the compression strength to the board moisture content. Mark the point
where the line crosses the pivot line. Now project a line from the new
moisture content through the pivot line mark, and read the new
compression strength. (The moisture content of paper at different
relative humidities can be found in the table below)
Other Factors Influencing Case Stacking Strength
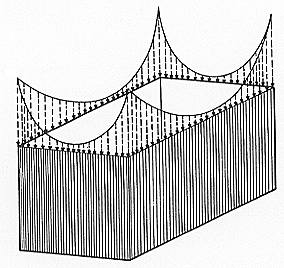
In instances where the contents do not contribute to the compression strength of a container, compression strength is mostly a function of the wall perimeter, with the greatest contribution made by the four corners. (See below) A case will fail at loads far below the measured compression strength if the loads are applied unevenly at points away from the corners or in a concentrated area. Thus, in addition to the total compressive load, one must also consider the load per unit perimeter length and the load distribution.
Distribution of load-bearing ability around a case perimeter. The
length of the dotted arrow is proportional to the load-bearing strength
at that point.
Laboratory compression tests are conducted on new, undamaged containers.
Consider, however, the effect on stacking strength of clamp truck
handling that creases container side panels, or of a cord used to secure
the pallet load that cuts into the edges of all corner cases. Such
damage, precisely at the container's most important point, dramatically
reduces available load-bearing ability.
Higher initial compression strength is needed where warehousing follows a long journey or rough handling, since the containers will have experienced attrition factors that will have an accumulated effect on load-bearing ability. Lower initial compression strengths can be used only in those instances where the product has a short distribution cycle.
Compression strengths are normally measured as the full bearing area on both the container top and bottom. However, when using open-boarded pallets, the bottom container does not have full support over its base. Without this full support, a proportion of the stacking strength is lost. Single-sided pallets produce a much greater unit area load on the topmost container of the lower pallet, see below. Such loads may be three or four times greater than that assumed for the bottom container in a stack, resulting in unanticipated damage.
Most shipping containers are designed to provide maximum vertical stacking strength, since this is the common warehouse condition. Dynamic compression by clamp trucks and shunting is in the longitudinal direction, normally the container's weaker axis.
The best possible use of container load-bearing ability is when cases are stacked directly on top of each other in a vertical column. Unfortunately, column stacking is the least stable technique, and other stacking patterns are used to provide better load stability or cube utilisation. Each palletisation pattern has a different total stacking strength.
Crushing loads from a single-sides pallet. (No bottom deck boards to
spread load).
THE GREATEST LOAD PER UNIT CONTAINER AREA IS NOT ON THE BOTTOM
CONTAINER, BUT ON THE TOP CONTAINER OF THE LOWER PALLET.
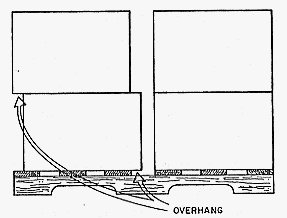
Allowing cases to overhang the edge of a pallet leaves the load-bearing
walls of the cases suspended in midair. Pallet overhang is often
deliberate but is rarely a good idea. Inadvertent overhang can occur
internally because of pallet board geometries relative to the container
size. Typical loss of available compression strength due to overhang is
shown in the table below.
Contribution to Compression Strength from Contents
Contents will sometimes increase apparent compression strength even though they do not apparently support a load. The usual reason is that the contents prevent the sidewalls from buckling inwards, thus delaying the failure point.
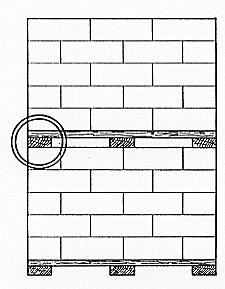
Unless the corrugated container is a special design where top and bottom flaps meet at the centre, not all primary containers will be in a position to contribute to compression strength. The central part of a normal regular slotted container has additional depth equal to about two board thicknesses.
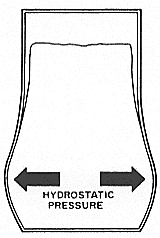
It is generally assumed that stacking forces are acting on a vertical wall of a corrugated case. However, flexible primary packages and bag-in-box systems containing liquids or semisolids exert varying degrees of hydrostatic pressure perpendicular to the vertical container wall. Bag-in-box systems and many semisolids such as cheese and premixed grouting compounds develop hydrostatic forces that reduce compression strength.
Hydrostatic pressure appears as an outward bulge slightly below the midpoint and is greatest at the bottom of the enclosing case. Supporting walls become bowed rather than perpendicular and have a corresponding loss of compression strength.
Effect of overhang on compression stack strength.
| DEGREE OF OVERHANG | % LOSS ( RANGE ) |
| 25mm ON ONE SIDE | 14 - 34 |
| 50mm ON ONE SIDE | 22 - 43 |
| 25mm ON ONE END | 4 - 28 |
| 50mm ON ONE END | 9 - 46 |
| 25mm ON ONE SIDE AND ONE END | 27 - 43 |
| 50mm ON ONE SIDE AND ONE END | 34 - 46 |
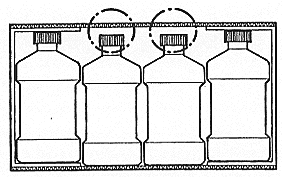
Where various components contribute to total compression strength, good
design calls for the individual components to act collectively. Maximum
strength is gained when there is a simultaneous failure. For example, if
a plastic bottle and a partition are expected to contribute to a
corrugated container's overall compression strength, the three should be
sized so that they fail as a single unit, see illustrations below.
Not all primary containers can add to a regular slotted container's
compression strength.
Bag-in-box systems reduce compression strength by bowing out the side walls.
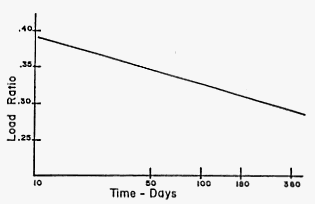
Stacking Factors Related to Plastic Bottles
Plastic bottles are expected to contribute compression strength in some case packing designs. This practice is acceptable provided that plastic's viscoelastic or "creep" property is taken into account. With plastic, like corrugated board, the dynamic compression strength must be related to static warehouse conditions.
Stack duration for polyethylene bottles can be estimated using the bottle load ratio shown in the illustrations below, this ratio consists of the expected load over the compression strength. A bottle with a compression strength of 10 kilograms and loaded with 3.1 kilograms would have a load ratio of 0.31. It could be expected to last about 180 days under this loading.
The design of any proposed plastic container should be carefully reviewed. Features such as sharp corners, edges, or small-radius curves are to be avoided since they act as stress concentrators and promote flex cracking. Containers that are expected to contribute to load bearing should be designed with this in mind. This usually means circular cross sections, large finish surfaces to spread the load, and shallow-angled transitions to distribute the load from the finish to the container walls.
ESTIMATING REQUIRED COMPRESSION STRENGTH
Assessing all of the factors discussed above and calculating a reasonable stack strength requirement for corrugated or plastic shipping units requires judgement and experience. Typically, containers should be designed to have a compression test value three to seven times greater than the stacking load anticipated during warehousing. This is frequently referred to as the stacking factor or the safety factor.
In general, superior compression programs such as Boxcomp, mean that typically the use a safety factor of 2 to 1 is acceptable.
Deciding what safety factor to use is initially an intuitive assessment of a specific distribution environment. For example, a locally distributed product that has no long transport and minimal handling and storage could be handled with a low safety factor. Conversely, a product distributed across the world that will be stored up to nine months before use, in varying conditions of humidity and temperature, would obviously require safety factors of 6 or 7, see the table below of recommended safety factors. These should be regarded only as starting points. Actual required safety factors should be calculated for each application and relate to the number of .
With good record keeping and experience, the assignment of a safety factor can be made, based on more factual data.
The highest compression strength in a multi-component system will be
had when all components act together.
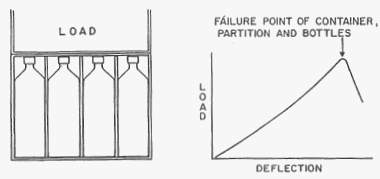
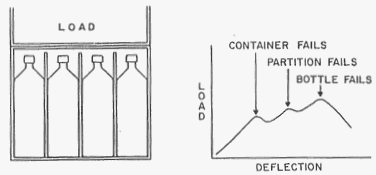
Illustration of a non-optimised packaging system.
Warehouse stacking and load ratios for polyethylene bottles. (Source: Society of the plastics Industries.)