How and Why Cases Fail Under Compressive Loading |
Boxcomp Help Index Main Index |
General
Case compression strength is a function of board caliper and board rigidity. Factors which affect these change the case failure load (C.F.L.) of a particular pack.
How cases fail under compression loading
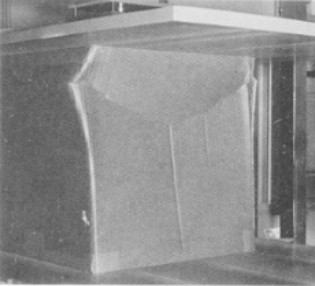 |
If you have ever observed a corrugated box under compression, or a stack of filled boxes standing in a warehouse, there is familiar with the stress pattern which loaded containers develop. These are bulge failure lines around the edges of the case. These stress lines indicate that the load concentrates near the edges. It is this concentration of load near the edges which makes it possible to cut hand-holes, vent hole, etc. in the middle of a panel without drastically affecting Case Failure Load. Experimentation has shown that compression load is distributed 64% of the total load on the edges and the remaining 36% on the panels. This is why a 5 panel liner will be stronger than a 4 panel liner. |
The effect of asymmetrical board grades and heavy weight flutings
If we compress a corrugated box, the panels deflect under load. In practice we deal with filled boxes, so the bulge is outward. The outside liner is stressed in tension, while the inside liner is in compression.
As long as we have a balanced combination, the load does not affect the "inside" or "outside" differentially. If the board weights are asymmetrical, however, then the heavier (stiffer) facing inside the box will accept a higher compression load than if the lighter, less stiff facing had been in that position. The stiffer liner in that case being outside, it is stressed in tension, so it's greater stiffness does not come into play.
Increasing the weight, and hence stiffness, of the fluting medium can be the most economic way to increase the compression strength of a pack. That the use of these materials alters the distribution of fibre between liners and medium is obvious. However, if the disproportion between medium and liners is excessive, the stiffness potential of either one cannot be fully utilised. A 400K/400K board grade with a 105HP fluting has been compared to a tank that has got the engine of a mini.
Effects of converting processes
Certain converting processes can have a major effect on the final compression strength of a case. High print coverage is, of course, an obvious example, but deep slotting, bundle strapping around case corners and even badly set pull rollers during manufacture will have a detrimental effect.
The Limitations of Laboratory Compression Tests
First, it is necessary to appreciate the difference in conditions between a long term stacking load, where packs are subjected to a constant sustained weight, and a laboratory compression test carried out using a machine with driven plates. The latter test takes place in a very short period of time (a few minutes) under an increasing load at a constant rate of case deformation. Furthermore, the plates are rigid planes arranged so that the force is applied evenly around the perimeter of the case and generally the point of failure is sharply defined.
An in the field stack test continues for an appreciable period of time (days or weeks) under a constant load with uncontrolled rate of case deformation. Corrugated fiberboard is a visco-elastic material and therefore exhibits "creep" under these conditions, i.e. there is a continuing deflection of the material when subjected to constant force.
A laboratory test also takes place in a controlled atmosphere. This of course, is not the case with a field test.
When estimating the compression strength of a case, a compression test of a minimum, of five samples should be carried out as a means of cross-checking results, but what these results represent should always be borne in mind.