Shock |
Boxcomp Help Index Main Index |
Shock is defined as an impact, characterized by a sudden and substantial change in velocity. For example, a dropped object gains velocity on its way down, which is rapidly lost when it meets the floor.
Shock is encountered in many places in the distribution environment:
- Accidental and deliberate drops during manual handling
- Drops from chutes, conveyors, and other machinery
- Falls from pallet loads
- Sudden arrests on conveyors
- Impacts occurring when vehicles hit potholes, curbs, or railway tracks.
- Impacts occurring when a pack is rolled or tipped over
- Shock due to rail shunting
Shock Resulting from Drops
Free-fall drop shocks, regardless of the cause, are identical in effect and can be treated as manual drops. Thousands of detailed observations have been made using instrumented packs or by direct and discrete visual monitoring to determine the typical manual handling patterns in a range of shipping situations. The results show that the majority of drops are clustered within a narrow range, suggesting that drops are statistically predictable in terms of drop height versus pack weight.
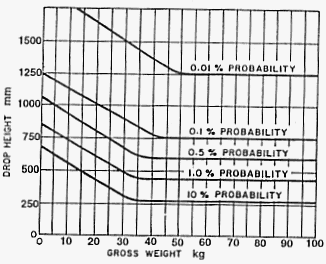
Many such studies have been combined to provide the generalised drop probability curves shown below. This illustrates another predictable feature of manual handling: the lighter the pack, the higher the probable drop height. That this should be so is simply human nature: lighter packs are more likely to be carried in groups and more likely to be tossed or thrown. Heavy packs cannot be thrown far and are usually handled more carefully to avoid personal injury.
The generalised drop-height probability curves (below) or similar correlations are used to determine the probable drop height a given pack should be designed to withstand. They are also the basis of pre-shipment test procedures and provide information for the development of protective packaging systems.
- Fundamental lessons learned from such studies are as follows:
- The probability that a pack will be dropped from a height greater than 1 meter is minimal.
- Packs receive many drops from low heights, while few receive more than one drop from greater heights.
- Palletised, wrapped, or otherwise unitised loads are subject to fewer drops than individual packs.
- There its little control over drop orientation with small packs. With larger packs, about half of the drops are on the base.
- A heavier pack has a lower probable drop height.
- The larger or bulkier the pack, the lower the probable drop height.
- Handholds reduce the probable drop height by lowering the container relative to the floor.
- Cautionary labeling (fragile, this side up, handle with care) has only minor effect.
- Cautionary labeling is no substitute for sound packaging practice.
- Address labels tend to orient the drop to a label-up position regardless of other instructions.
The usual result of drops and shocks can be considered in two categories:
- Damage to the pack in such a manner that its protective or containment qualities are reduced
- Damage to the product typified by bending, distortion, or, ultimately, breakage
Typically, the greatest damage to the container is from edge or corner drop'. The greatest damage to the contents is from a flat drop onto one of the faces. Shock can frequently damage the contents without adversely affecting the enclosing container. Usually this suggests the need for greater cushioning protection rather the an increase in the strength of the enclosing container.
Shock Conditions
Shock occurs in many operations. Packs transported by rail will be subjected 10 potentially severe shock during shunting and wagon coupling. Shock occurs during the bumps and bangs typical of mechanical handling and transport. Usually the degree of shock is not as great as that experienced during manual handling arid free-fall drops. Generally, a pack that will withstand manual handling shocks will survive mechanical handling.
Repetitive Shock
Repetitive shock describes the low-frequency bouncing or rattling that a product experiences if shipped as an unsecured load. The shock input of this "loose loads condition is low and not likely to cause typical shock damage. However, abrasion can occur, and if the product is in resonance with the input frequency, various forms of mechanical damage may develop. These, however, are better described as vibration induced damage.
The Small-Parcel Shipping Environment
Parcel post and parcel courier services represent a special environment. The packs are almost entirely under 20 kilograms, are not unitised, and undergo considerable manual handling, resulting in a high average number of impacts. This presents both user and operator with the most unfavourable situation possible. The use of highly automated conveying and sorting systems complicates matters further.
Generalised drop-height probability curves. The curves flatten out at
the point where mechanical handling predominates.
QUANTIFYING SHOCK FRAGILITY
Essential to the design of packs that will provide protection against shock damage is a knowledge of how "fragile" or "sturdy" the product is. A suitable cost-effective cushioning system is an engineered structure based on the product's quantified ability to withstand shock.
One way to quantify shock fragility is to measure the drop height at which damage starts to occur. However, quantifying shock fragility in terms of drop height is useful only if no additional protection is anticipated. This is helpful for products that may experience drops in their use environment, such as hand-held calculators, telephones, and personal computers.
For products that are to be cushioned, Packaging Technologists use "critical acceleration" or "G" levels to describe an object's tendency to break when subjected to shock. The drop height at which the G level is determined is usually greater than most anticipated drop heights the packed product will experience.
An object will break if subjected to a force greater than its structure can bear. Force is described by Newton's second law as:
F = ma
Where:
F = force
m = ma
a = acceleration
Acceleration and deceleration are measures of the time rate of velocity change and the forces are the same whether the object is accelerating or decelerating; only the direction changes. I The most common measure of acceleration is g, or gravity, determined to be 9.81 m/s2.
"G" is the ratio of acceleration due to gravity to the observed
acceleration:
G = observed acceleration /
acceleration of gravity
A person encountering 2 G would experience an acceleration twice that of
normal gravity. The physical sensation would be a feeling of weighing
twice as much as normal. At 3 G. a person would experience three times
his or her normal weight. Since mass is constant for a given packaging
problem, force is directly proportional to G.
If a 200-gram coffee cup were dropped from I metre, at the moment it reached the floor, its velocity would be 4.43 metres per second. If on hitting the floor it lost this velocity (decelerated) in 0.002 second, the deceleration could be calculated to be 2215 m/s2. Expressing this as a ratio to normal gravity would give a G level of 226. At the moment of impact, the cup would, in effect, weigh 226 times normal? 45.2 kilograms. Unless it was a very unusual cup, breakage could be guaranteed.
If the cup were dropped onto a sponge rubber pad, the impact velocity would remain the same. However, on impact the rubber pad would deflect, and the time over which the cup lost velocity would be extended. The deceleration would not be as severe and the stop not as abrupt. If the cup now stopped in 0.008 second, the G level would be 56. Another sponge layer might increase the deceleration time to 0.01 second, and the cup would experience 45 G. Adding still more layers would eventually reduce the G level to the point where the cup would not break. This would be one way of determining what cushioning protection the cup needed to protect it from a one metre drop.
However, if the G level that would break the cup was known in advance,
that is, if its fragility factor in Gs was known, it would not be
necessary to conduct the drop experiments; the cushioning needed could
be determined by mathematical calculation. It can be seen from the cup
example that time is needed over which to dissipate the impact velocity
and that this time is gained by the deflection of a resilient cushioning
material. This is the basic principle of cushioning against shock.
An ideal cushioning material would provide constant deceleration until
it is totally compressed by 100% to a thickness of zero. The thickness
of cushioning (t) required to adequately retard an object with a
fragility factor of G. through a drop height (h), can be expressed as:
Equation 1: t = h / G
In reality, cushioning materials do not provide constant deceleration, nor can they be compressed by 100% (60% is usually the maximum, beyond which the material 'bottoms out'). Therefore the thickness of cushioning required will always be greater than equation I shows, by a factor C, which is specific for each type of cushioning material.
Hence, Equation 2: t = Ch / G
Where C is the cushion factor, a measure of a cushioning material's
efficiency as a shock absorber. Values of C for common cushioning
materials are shown in the Table below:
Comparison of cushion efficiency for
typical sheet materials in terms of cushion factor
| Material | Density kg/m3 | Typical cushion factor | Maximum static kPa | Maximum stress kgf/cm2 |
| Expanded polyethelene | 45 | 2.6 | 10.8 | 0.11 |
| Bonded polyurethane chipfoam | 144 | 3.7 | 5.9 | 0.06 |
Estimates of cushioning thickness can be made using dynamic cushioning curves, available for most cushioning materials. The information necessary to make these calculations using dynamic cushioning curves is
- Product size and mass
- Product fragility, expressed in Gs
- Anticipated drop height
An example of a dynamic cushioning curve:
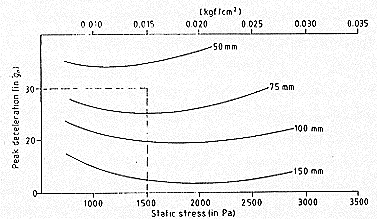
To use a dynamic cushioning curve, locate the curve that crosses the
desired critical acceleration line twice. The required foam thickness
and the acceptable static load range can then be determined. The two
points where the critical acceleration line is crossed represent the
minimum and the maximum allowed static loads. Normally, a static load
near the curve's minimum point would be selected, although designing
with higher static loads would reduce cushion material area.
Understanding shock and G will help you to understand many shipping damages. For example, a refrigerator shipped by road has a compressor motor assembly weighing 15 kilograms. The designer felt safe in securing this assembly to the frame with three fasteners capable of holding 120 kilograms, an ample safety factor. However, during transportation, the refrigerator experiences a 10 G shock and, during that brief moment, the motor behaves as if it had a mass of 150 kilograms. Since the three mounting fasteners can hold only a total of 120 kilograms, they may shear off. The refrigerator sidewall, with a bearing area of 1.5 square metres, and the shipping box are able to distribute the load of a unit suddenly weighing 10 times more. With no external evidence of damage, the refrigerator is accepted at the receiver's warehouse and by the retailer. The problem is discovered only when a consumer plugs it in.
Sophisticated manufacturers know the G factor for all their products. In many instances, they will redesign products with low G levels, knowing that the saving) in protective materials, and the goodwill generated by satisfied customers, will more than repay the cost of added engineering. Some typical G factor ranges are shown in table below.
Fragility may be greatly dependent on how the force is transmitted to the product. An egg on a flat surface has a fragility of 35 to 50 G. depending on the axis of impact. If the egg is supported in a conforming surface, its fragility can exceed 150 G.
Typical fragility factor classes. A manufacturer would be advised to consider redesign of any product with a fragility level of less than about 30 G.
| G Factor | Classed as | Examples |
| 15-25 G | Extremely fragile | Precision instruments, first-generation computer hard drives |
| 25-40 G | Fragile | Bench top and floor-standing instrumentation and electronics |
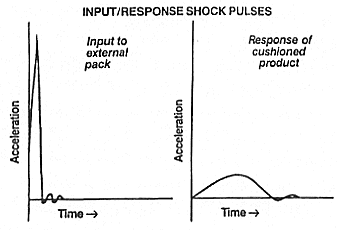
Cautionary Note: The explanations for shock provided here are simplified. Proper consideration of shock and shock protection takes into account not only peak G but also velocity change. These two factors are usually represented by a "damage boundary curve." The proper method of quantifying shock fragility is through the use of a shock test machine. This device is capable of providing a shock pulse of an accurately defined amplitude, duration, and shape.
CUSHIONING AGAINST SHOCK
Any material that will deflect under an applied load can act as a cushioning material. By deflecting, the cushioning material attenuates the peak G level experienced by the product, compared to the shock pulse at the package surface. There are many materials capable of attenuating shock. Limitations imposed by the product, the process, or the environment will generally reduce the choices to a manageable few.
A cushioning material attenuates the initial shock pulse at the pack's
surface so that the product's response takes place over a longer period
of time. The areas under the curves represent energy.
The cost of permanent moulds, typically starting at several thousands of
pounds, restricts the use of pre-moulded shapes to high-volume
production or high value products. Fabricated shapes, those cut and
assembled from flat planks, are usually the choice for inter mediate
volumes. Loose fill, foam-in-place, and bubble pads are used for
low-volume requirements or for those situations where nearly every
shipment is unique.
Cushioning materials can be divided into cellulosics and polymerics, plus third category of long fibres, usually animal hair bonded with rubber materials Wood wool falls into this category. A fourth category is mineral powders such as vermiculite and kieselguhr, more often used to absorb liquids in the event of leakage, rather than as cushioning materials.
Cellulose-based cushioning materials are generally the most economical and include:
- Cellulose wadding
- Moulded pulp
- Wood chips, Sawdust
- Indented Kraft paper
- Corrugated board
- Tissue paper
- Newspaper
- Shredded paper
The shock absorption, resiliency, and cleanliness characteristics of these materials range from poor to fair. Some paper-based products are corrosive and should not be used with bare metal parts. Since all cellulose materials are hygroscopic the risk of corrosion at high humidity is increased.
Many cellulose-based materials, particularly corrugated fibreboard, are quite, abrasive and can scuff and damage polished surfaces. Corrugated fibreboard and rigid foams provide product protection by virtue of their own collapse. Their effectiveness is reduced after one major shock.
Polymeric-based cushioning materials include:
- Expanded polyethylene
- Air bubble sheet
- Foam-in-place polyurethane
- Polystyrene loose fill
- Expanded polyurethane foam
- Cross-linked expanded EVA
Polymeric materials have wide design latitude, and most can be produced in a range of densities and resiliencies. As a class, they are clean materials and have little or no corrosive properties. All plastic materials contribute to static problems unless they are specially treated. The resiliency of some plastic materials can change dramatically with temperature and altitude.
Cushioning polymers are not hygroscopic; however, some open-celled foams (typically polyurethane) will absorb liquid if they are wetted.
Loose fills are useful for random product packing but are difficult to get uncle large overhangs and are subject to settling during transport. In some instances loose fill can be recovered for reuse. In response to environmental issues, loose fills based on popcorn and expanded starches have been proposed. Popcorn fills will have the same shortcomings as other cellulose-based products, with the addition that they will be more readily crumbled and there is some questions of unauthorized consumption (for example, by children after use, and possible contamination). Expanded starches have similar problems, with the added concern that moisture will destroy some of the formulations currently being offered.
Foam-in-place urethane is versatile, and custom-made form-fitting shapes can be easily fabricated. However, it is a labour-intensive process, generally used only in lower volume or "one-off" applications. Books for export, and shipping of specialized laboratory equipment are two known applications. Pneumatic bolsters (sealed plastic bags filled with air) can be used to provide cushioning, typically inside shipping containers.