Vibration |
Boxcomp Help Index Main Index |
Vibration describes an oscillation or motion about a fixed reference point. The distance moved about the reference point is the amplitude, and the number of oscillations per second, expressed as hertz, is the frequency.
Vibration is associated with all transport modes, although each mode has its characteristic frequencies and amplitudes. Typically, the higher the frequency, the lower the amplitude. Frequencies above 100 hertz are of little concern to most Packaging Technologists, because in most packaging situations, the product will become isolated (that is, its vibrational output will be less than the input received) at these higher frequencies. The most troublesome frequencies are below 30 hertz because they are the most prevalent in vehicles, and it is difficult to isolate products from them.
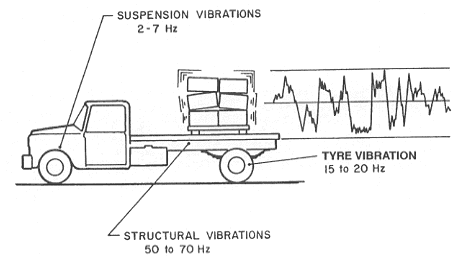
Vibrations come from many sources. Vehicle vibrations, see below, occur predominantly at the natural frequencies of the load on the suspension system, of the unsprung mass of the tyres against the suspension system, and of the trailer and body structure. They are excited by the condition and irregularities of the road, the vehicle, tire and wheel imbalance, and the dynamics of the load, or freight.
During vibration, an object is constantly being accelerated and decelerated as it moves through the vibration cycle. Since an acceleration can be described by its G level, one dimension of vibration is its G level. Vibrations at identical frequencies will have greater G levels at greater displacements or amplitudes.
Typical sources of vehicle bed vibrations.
Vibration Due to Relative Motion
Vibrational damage can take several forms. Scuffing and abrasion can occur wherever one part is free to move against another. Designs affording point contact and those that allow movement against corrugated fibreboard surfaces are particularly prone to abrasion. Abrasion is sometimes aided by external substances, often dust from the product itself, for example, detergent powders. Scuffing is particularly objectionable on labels and printed cartons.
Reducing or eliminating relative motion will lessen this type of vibrational damage. Tight shipping case dimensions, particularly in the vertical axis, are preferred wherever this is compatible with top load compression of product and pack. Good bottle design incorporates recessed label areas. In other instances, hard surface varnishes will protect graphics. Some printing inks are soft and particularly prone to scuffing. In designs where scuffing is liable to be a problem, such inks should be avoided or protected.
Soft, nonabrasive plastic or cellulose wraps are used to protect finished and painted parts. Coatings are available that will reduce the abrasive character of corrugated board surfaces. Wax coating is the simplest and most economical of these. Many particulate products sift or settle when vibrated. This leaves an open void at the tops of boxes and bottles, which the consumer invariably interprets as an underfill, despite the product weight being correct. One way to minimise this effect is to ship the products inverted, only turning them to the correct position when the transport step is complete, i.e. when the likelihood of further vibration is low.
Vibration Resonance
Resonance describes a condition where a vibrational input is amplified. The end result is an output that is greater than, and out of all proportion to, the input. For example, at resonance, a 10 millimetre input amplitude might be amplified to produce a movement of 25 or 40 millimetres.
A property of all spring/mass systems is that they have a unique frequency at which they will go into resonance. Resonance occurs whenever the forcing (input) frequency is the same as the natural frequency of the product and/or the packaging system. Resonance exists not only for the total assembly but also for parts or subsections within the total structure.
For protective packaging purposes, all resonance points should be located and quantified. This is done by subjecting the product to a range of frequencies and observing the frequencies at which a resonance condition occurs. For packaging purposes, a typical resonance search might sweep the frequencies between 3 hertz and 100 hertz at 0.5 octave per minute (refer to BS EN 28318). The search should be done in all axes.
Identifying resonance damage is usually straightforward once the principles are understood. As with shock, resonance damage can occur without any visible external signs of abuse.
The energy developed on the output side during a resonance condition can do many things:
- Fatigue and finally fracture metal cans and drums
- Flex and crack delicate circuits on circuit boards
- Disintegrate or otherwise alter the texture of food products
- Separate and settle granular components in a food product or settle loose protective fill
- Aggravate scuffing and abrasion problems by several orders of magnitude
- Cause individual containers or components to impact one another
- Disturb pallet patterns or load securing systems
- Initiate stack resonance
- Unscrew bottle caps and threaded fasteners
The greatest vibrational input in a typical vehicle is directly over the rear wheels and tailgate. If damage is restricted to or most severe in this section of the vehicle, vibrational inputs are almost certainly the cause. Vibrational inputs are also usually the source if damage seems to occur only in the product layer next to the pallet or on the top layers.
Damage caused by resonance vibration can be difficult to resolve. The problem is complicated in that all cushioning materials are resilient and, while they are acting to attenuate shock, they are also acting as a spring in response to vibrational input. For many applications, it has been found that redesigning the product to eliminate critical resonance points is the most cost-effective method of decreasing damage. The last resort is the design of a vibration-isolation cushioning system.
Stack Resonance
Occasionally, entire loads go into a stack resonance condition, where each succeeding container goes into resonance with the previous container until the entire stack is bouncing, creating conditions of extraordinary destruction.
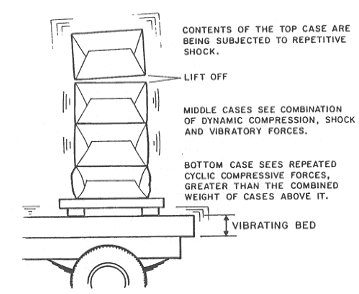
For example, if a vehicle bed is moving at an amplitude of 5 millimetres
and the bottommost container goes into resonance, it might acquire an
amplitude of 10 millimetres. The input into the second container in the
stack is now 10 millimetres and, when it goes into resonance, its
movement might be 20 millimetres. The amplitude is multiplied as it goes
up the stack until the top container is actually bouncing cleat off the
top of the load. The dynamic load on the bottom container in such
a system can be several orders of magnitude greater than the actual
weight resting on it. The top container is subjected to extremes of
repetitive shock and vibrations of considerable amplitude. Since the top
layer in the load is essentially weightless for short periods of time,
small side loads (such as a bump from the side) will cause it to "float"
or move. In a stretch-wrapped load, this tendency for the top layer to
move can lean or skew the entire pallet load to one side.
Isolating Vibration
Three conditions exist for vibration in any given spring/mass system:
| Direct coupling | (output = input) |
| Amplification or resonance | (output > input) |
| Isolation | (output < input) |
Materials used to isolate vibration are for the most part the same as those used to isolate shock. An ideal vibration-isolation material would provide isolation in the 3 to 100 hertz range, since these are the predominant frequency ranges that cause damage during transport. However, cushioning materials, like all other springs, also have characteristic resonance points. Vibrational response curves ate available for many resilient materials.
A properly selected isolation material resonates at an input frequency that is less than half of the product's resonance frequency. For example, if a product has a major resonance at 48 hertz, the isolation material should resonate at less than 24 hertz.