Pkg Solutions
Quality Glossary
How and Why Cases Fail Under Compressive Loading
General
Case compression strength is a function of board caliper
and board rigidity. Factors which affect these change the case failure
load (C.F.L.) of a particular pack.
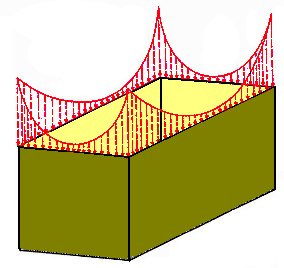
How cases fail under compression loading
|
|
Anyone who has ever observed
a corrugated box under compression, or a stack of filled boxes standing
in a warehouse, is familiar with the stress pattern which loaded containers
develop. These are bulge failure lines around the edges of the case.
These stress lines indicate that the load concentrates
near the edges. It is this concentration of load near the edges which
makes it possible to cut hand-holes etc. in the middle of a panel without
drastically affecting C.F.L.
Experimentation has shown that compression load is distributed
64% of the total load on the edges and the remaining 36% on the panels.
This is why a 5 panel liner will be stronger than a 4 panel liner. |
The limitations of laboratory compression tests
First, it is necessary to appreciate the difference
in conditions between a long term stacking load, where packs are subjected
to a constant sustained weight, and a laboratory compression test carried
out using a machine with driven plates. The latter test takes place in
a very short period of time (a few minutes) under an increasing load at
a constant rate of case deformation. Furthermore, the plates are rigid
planes arranged so that the force is applied evenly around the perimeter
of the case and generally the point of failure is sharply defined.
In a field stack test the weight continues for an appreciable
period of time (days or weeks) under a constant load with uncontrolled
rate of case deformation. Corrugated fiberboard is a visco-elastic material
and therefore exhibits "creep" under these conditions, i.e.
there is a continuing deflection of the material when subjected to constant
force.
A laboratory test also takes place in a controlled atmosphere.
This of course, is not the case with a field test.
When estimating the compression strength of a case,
a compression test of a minimum, of five samples should be carried out
as a means of cross-checking results, but what these results represent
should always be borne in mind. The results obtained from laboratory testing
will vary with the speed that the plates apply the load. For this reason
the procedures laid down in ASTM D642-90 Standard Test Method for Determining
Compressive Resistance of Shipping Containers, Components, and Unit Loads
should always be followed.
When cases are in their distribution cycle they experience
compressive loading during simple static loads, as in a warehouse and
in more difficult situations, such as during transportation on trucks,
railroads and ships. All of these shipping conditions magnify the compressive
loads felt by the cases via the vibration that causes movement in the
stack. This is sometimes termed dynamic loading, as opposed to the static
loading of a warehouse.
The effect of asymmetrical board grades and heavy
weight flutings
If we compress a corrugated box, the panels deflect
under load. In practice we deal with filled boxes, so the bulge is outward.
The outside liner is stressed in tension, while the inside liner is in
compression.
As long as we have a balanced combination, the load
does not affect the "inside" or "outside" differentially.
If the board weights are asymmetrical, however, then the heavier (stiffer)
facing inside the box will accept a higher compression load than if the
lighter, less stiff facing had been in that position. The stiffer liner
in that case being outside, it is stressed in tension, so it's greater
stiffness does not come into play.
Increasing the weight, and hence stiffness, of the fluting
medium can be the most economic way to increase the compression strength
of a pack. That the use of these materials alters the distribution of
fiber between liners and medium is obvious. However, if the disproportion
between medium and liners is excessive, the stiffness potential of either
one cannot be fully utilized. A 80K/21/80K (400K/105/400K) board grade
could be compared to a tank that has got the engine of a compact car.
Effects of converting processes
Certain converting processes can have a major effect
on the final compression strength of a case. High print coverage is, of
course, an obvious example, but deep slotting, bundle strapping around
case corners and even badly set pull rollers will have a detrimental effect.
Effects of the Environment
The relative humidity conditions that a pack is experiencing and
the percentage of moisture in the corrugated board are factors that
are strongly linked and have a major effect on the performance of a pack.
The laboratory conditions under which cases are normally
compression tested are 23 degrees Celsius and a relative humidity of 50%.
Conditions in the field are often much harsher than this. Below is a small
calculator program that will enable the user to find the correlation between
the compression figures obtained in the laboratory and those that can
be expected at other given relative humidity values.
Time
The length of time during which cases are under load
is another major factor in how well or badly a given pack will perform.
There is a logarithmical relationship between the time a pack
is under load and the reduction in compressive strength. Below we have
provided another calculator program that will demonstrate the likely reduction
in a pack's laboratory compression strength during a given time period.
Note how the values fall off quite sharply during the initial few weeks
and then start to level off. To aid you in evaluating this two charts
are also shown, the first has a standard linear scale and the one below
it has a logarithmical scale.


Problems with Unitization and Distribution Damage
Cases are rarely stacked on the floor of a warehouse,
instead to enable easy shipment they are stacked onto some form of unitize,
most frequently this is a pallet. There are many types of pallet construction
and many of them are not fully boarded at the top, full decking at the
bottom of the pallet is even rarer. Please CLICK
HERE for further details on unitization.
Product Support
As with the need for liners and flutings to be matched,
to maximize the synergistic effect, so it is also important that, where
possible the case's product and / or internal fittings act in concert
with the main pack to ensure that the pack's maximum strength is achieved.
The fact that a pack is failing to live up to its full potential can be
most easily seen on the graph produced by a compression test machine.
When rather than producing a smooth curve, a lumpy curve showing fail
and rally is seen this indicates that not all parts are acting in unison.
Quite minor discrepancies in size or pack bending allowances can produce
surprising reductions in the compression strength. Examples of this is
the gap in the inner flaps of an RSC, which means that any product situated
there can not act fully in unison with the pack, or inner flaps of a die-cut
design that do not fully reach the bottom of the pack when the lid is
closed.
Poor fit of the product in the case, causing bulge will
also reduce the packs final compression strength due to the forced deformation
of the pack prior to load even being applied. Liquid and granular products
can be particularly challenging to pack due to this phenomenon.
Safety Factors
No matter how carefully the environmental and mechanical
hazards that a pack must face are calculated and even after empirical
data has been gathered, some form of safety factor, an increase over and
above the calculated requirement, should be applied. There are no hard
and fast rules that can be applied, each pack should be treated individually
if over-packing is to be avoided. However, as long as a good compression
estimation program, such as BoxComp has been used and the information
that has been supplied to it has been verified, then a safety factor of
2 to 1 should be sufficient. If the pack is doing through a particularly
arduous distribution chain that is likely to present more than the usual
opportunities for damage, then a safety factor of 3 to 1 may be more appropriate.
Safety factors in excess of 5 to 1 are rarely necessary and should you
find yourself contemplating the use of such high figures then it normally
means that pack's distribution chain should be re-examined.